یک متخصص درریخته گری گرانشی دایکستینگ - Ningbo Yinzhou Xuxing Machinery Co.,Ltd.امروز به شما می گوید طبقه بندی و ویژگی های مختلفریخته گری گرانشی دایکستینگ.
ماریخته گری گرانشیمحصولات صنایع دستی توسط مشتریان ما به دلیل ساخت عالی و کیفیت عالی آنها شناخته شده است!
روش های فرآیندی زیادی برای ساخت مواد فلزی به محصولات مورد نظر وجود دارد، مانند ریخته گری، آهنگری، اکستروژن، نورد، کشش، مهر زنی، برش، متالورژی پودر و غیره. در میان آنها ریخته گری اساسی ترین، پرکاربردترین و گسترده ترین فرآیند است.
فلز مذاب در قالب توخالی ساخته شده از مواد مقاوم در برابر دمای بالا ریخته می شود و پس از متراکم شدن محصولی به شکل دلخواه به دست می آید که همان ریخته گری است. محصول حاصل یک ریخته گری است.
ریخته گری را می توان به ریخته گری فلزات آهنی (از جمله چدن، فولاد ریخته گری) و ریخته گری فلزات غیرآهنی (از جمله آلیاژ آلومینیوم، آلیاژ مس، آلیاژ روی، آلیاژ منیزیم و غیره) با توجه به مواد ریخته گری تقسیم کرد. کارخانه ریخته گری دقیق غیر آهنی در ریخته گری فلزات غیر آهنی با تاکید بر ریخته گری آلیاژ آلومینیوم و آلیاژ روی تخصص دارد.
ریخته گری را می توان به ریخته گری شن و ماسه و ریخته گری فلز با توجه به مواد قالب ریخته گری تقسیم کرد. کارخانه ریخته گری دقیق با هر دو فرآیند ریخته گری مفید است و این دو نوع قالب ریخته گری را به تنهایی طراحی و تولید می کند.
بر اساس فرآیند ریخته گری فلز مذاب، ریخته گری را می توان به ریخته گری گرانشی و ریخته گری تحت فشار تقسیم کرد. ریخته گری گرانشی به فرآیندی اطلاق می شود که در آن فلز مذاب تحت تأثیر گرانش زمین به داخل قالب تزریق می شود که به آن ریخته گری نیز می گویند. ریخته گری گرانشی به معنای وسیع شامل ریخته گری شن و ماسه، ریخته گری فلز، ریخته گری سرمایه گذاری، ریخته گری فوم گم شده، ریخته گری گل و غیره است. ریخته گری گرانشی در معنای محدود به ریخته گری فلز اشاره دارد. ریخته گری به فرآیندی اطلاق می شود که در آن فلز مذاب تحت تأثیر سایر نیروهای خارجی (به استثنای گرانش) به داخل قالب تزریق می شود. ریخته گری تحت فشار به معنای گسترده شامل ریخته گری تحت فشار و ریخته گری در خلاء ماشین های ریخته گری تحت فشار، ریخته گری کم فشار، ریخته گری گریز از مرکز و غیره است. ریخته گری تحت فشار در معنای محدود به ریخته گری فلزی در ماشین های ریخته گری تحت فشار اشاره دارد که به عنوان ریخته گری تحت عنوان دایکاست. کارخانه ریختهگری دقیق مدتهاست که به ریختهگری گرانشی قالبهای شن و ماسه و فلز مشغول بوده است. این فرآیندهای ریخته گری بیشترین کاربرد را در ریخته گری فلزات غیرآهنی دارند و کمترین قیمت نسبی را دارند.
ریخته گری شن و ماسه
ریخته گری شن و ماسه یک فرآیند ریخته گری سنتی است که از ماسه به عنوان ماده اصلی قالب گیری برای ساخت قالب استفاده می کند. قالبهای ماسهای معمولاً از ریختهگری گرانشی استفاده میکنند و در صورت وجود الزامات خاص میتوان از ریختهگری با فشار کم، ریختهگری گریز از مرکز و سایر فرآیندها استفاده کرد. ریخته گری شن و ماسه دارای طیف گسترده ای از سازگاری است، می توان از قطعات کوچک، قطعات بزرگ، قطعات ساده، قطعات پیچیده، تک قطعات و دسته های بزرگ استفاده کرد. قالب های ریخته گری شن و ماسه در گذشته بیشتر از چوب ساخته می شد که معمولاً به عنوان قالب های چوبی شناخته می شد. کارخانه ریخته گری دقیق Xudong به منظور تغییر معایب قالب های چوبی مانند تغییر شکل آسان و آسیب، کلیه قالب های ریخته گری قالب شن و ماسه تولید شده توسط یک تکه را به قالب های آلیاژ آلومینیوم یا قالب های رزین با دقت ابعادی بالا و عمر طولانی تغییر داد. اگرچه قیمت آن افزایش یافته است، اما هنوز هم بسیار ارزان تر از قالب مورد استفاده برای ریخته گری قالب فلزی است. در تولید دسته های کوچک و قطعات بزرگ، مزیت قیمت به ویژه برجسته است. علاوه بر این، قالب های ماسه ای نسبت به قالب های فلزی نسوز بیشتری دارند، بنابراین از موادی با نقطه ذوب بالاتر مانند آلیاژهای مس و فلزات آهنی نیز بیشتر در این فرآیند استفاده می شود. با این حال، ریختهگری شن و ماسه دارای کاستیهایی نیز میباشد: از آنجایی که هر ماسه ریختهگری را میتوان تنها یک بار ریخت، ریختهگری پس از بهدستآمدن ریختهگری آسیب میبیند و باید تغییر شکل داده شود، بنابراین راندمان تولید ریختهگری شن و ماسه کم است. و از آنجایی که ماهیت کلی ماسه نرم و متخلخل است، بنابراین قطعات ریخته گری شن و ماسه دارای دقت ابعادی کمتر و سطوح زبرتری هستند. با این حال، کارخانه ریختهگری دقیق سالها انباشت فناوری را انباشته کرده است، که وضعیت سطح ریختهگریهای شن و ماسه را تا حد زیادی بهبود بخشیده است و اثر پس از انفجار شات با ریختهگریهای فلزی قابل مقایسه است.
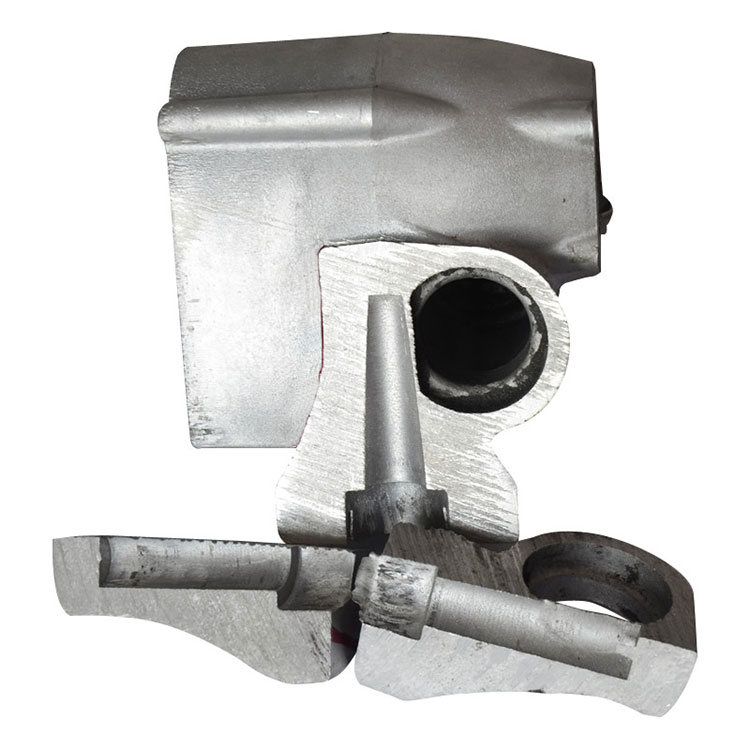
ریخته گری قالب فلزی
این یک فرآیند مدرن برای ساخت قالب های ریخته گری توخالی با فولاد آلیاژی مقاوم در برابر حرارت است. قالب های فلزی می توانند ریخته گری گرانشی یا ریخته گری تحت فشار باشند. قالب ریخته گری قالب فلزی را می توان بارها و بارها استفاده کرد. هر بار که فلز مذاب ریخته می شود، ریخته گری با عمر طولانی و راندمان تولید بالا به دست می آید. ریخته گری قالب فلزی نه تنها از دقت ابعادی خوب و سطح صافی برخوردار است، بلکه در شرایط ریختن همان فلز مذاب از استحکام بالاتری نسبت به قالب ماسه ای برخوردار است و کمتر آسیب می بیند. بنابراین، در تولید انبوه ریختهگریهای متوسط و کوچک فلزات غیرآهنی، تا زمانی که نقطه ذوب مواد ریختهگری خیلی بالا نباشد، معمولاً ریختهگری قالب فلزی ترجیح داده میشود. با این حال، ریختهگری قالب فلزی دارای کاستیهایی است: از آنجایی که فولاد آلیاژی مقاوم در برابر حرارت و پردازش حفرههای توخالی روی آن نسبتاً گران است، هزینه قالب برای قالب فلزی بالا است، اما هزینه کلی قالب ریختهگری به صورت دایکاست. نسبتا ارزان خیلی زیاد. برای تولید دسته ای کوچک، هزینه قالب تخصیص داده شده به هر محصول بدیهی است که بسیار زیاد است، که به طور کلی قابل قبول نیست. و از آنجایی که قالب قالب فلزی با اندازه مواد قالب و ظرفیت تجهیزات پردازش حفره و تجهیزات ریخته گری محدود است، برای ریخته گری های به خصوص بزرگ نیز ناتوان است. بنابراین در تولید دسته های کوچک و قطعات بزرگ به ندرت از ریخته گری قالب فلزی استفاده می شود. علاوه بر این، اگرچه قالب فلزی از فولاد آلیاژی مقاوم در برابر حرارت استفاده می کند، مقاومت حرارتی آن هنوز محدود است. به طور کلی، بیشتر در ریخته گری آلیاژهای آلومینیوم، آلیاژهای روی و آلیاژهای منیزیم استفاده می شود. حتی کمتر.
دایکستینگ
دایکاست فشار قالب های فلزی روی دستگاه ریخته گری دایکاست و پربازده ترین فرآیند ریخته گری است. ماشین های دایکاست به دو دسته ماشین های دایکاست با محفظه گرم و ماشین های ریخته گری محفظه سرد تقسیم می شوند. دستگاه ریخته گری محفظه گرم نسبت به دستگاه ریخته گری اتاق سرد دارای درجه اتوماسیون بالا، تلفات مواد کمتر و راندمان تولید بالاتر است. قالب های ریخته گری آلیاژ آلومینیوم که امروزه به طور گسترده مورد استفاده قرار می گیرند، به دلیل نقطه ذوب بالا، تنها در دستگاه های ریخته گری اتاق سرد قابل تولید هستند. ویژگی اصلی دایکاست این است که فلز مذاب تحت فشار و سرعت زیاد حفره را پر می کند و تحت فشار زیاد تشکیل و جامد می شود. هوای داخل حفره در داخل قالب پیچیده می شود تا منافذ زیر پوستی ایجاد شود، بنابراین قالب ریخته گری آلیاژ آلومینیوم نباید تحت عملیات حرارتی قرار گیرد و ریخته گری آلیاژ روی نباید روی سطح اسپری شود (اما می توان آن را رنگ کرد). در غیر این صورت، منافذ داخلی ریختهگری در اثر انبساط حرارتی منبسط میشود و باعث تغییر شکل یا حبابدار شدن قالب در هنگام انجام عملیات فوقالذکر میشود. علاوه بر این، مقدار مجاز برش مکانیکی قالبهای ریختهگری باید کوچکتر باشد، معمولاً حدود 0.5 میلیمتر، که نه تنها میتواند وزن ریختهگری را کاهش دهد، مقدار برش را برای کاهش هزینهها کاهش دهد، بلکه از نفوذ به لایه متراکم سطح و در معرض قرار دادن زیر جلدی نیز جلوگیری کند. منافذ، باعث خرد شدن قطعه کار می شود.